|
At Portland Engine Rebuilders, identification tags are generated before disassembly and all parts are tagged before they are cleaned.
“Our hot tanking tags can go through the hot tanks, cold tanks, and solvent tanks,” said Ted. “They’re made of special paper--it’s really hard to tear and there’s not a chemical out there that will take the writing off. It’s expensive, but it’s part of our job.”
PER keeps their cleaning equipment in a room called the “Dungeon” where engines get dismantled on a metal table. The iron castings are put in an oven for baking, followed by a shot peen process. Other parts are cleaned in hot tanks, which are kept outside with other chemical-based cleaners.
“The oven bake is like a rotisserie,” said Ted. “It heats components up to 350-400 degrees and basically burns the grease into an ash.
“The next step, at least for iron castings, is the shot peen machine. It has paddles that throw little, itty-bitty steel shot peens at the material. It knocks all the water jackets clean and removes all the rust and scale. I mean, they are CLEAN inside! You can get in with mirrors and look around and there is no rust. So they sparkle when you’re done.
“The third machine is just a tumbler to get all the shot peen out. We have to be very exacting on our wash process because one single steel ball going into somebody’s finished engine bearing is going make a horrible mess and we don’t want that at all.”
Finally, the parts are jet washed to clean out the passages. Because the shot peen machine only handles iron castings, aluminum blocks and heads are particularly difficult to clean.
“We’ve been trying to scrub one aluminum Packard block for weeks now,” said Ted. It was really, really ugly when it came in here. We’ve scrubbed and scrubbed it and now we’re going to hand wire brush the entire surface.”
PER’s shop is organized such that oil can be poured down any drain and it will never reach the sewer.
“Everything has traps and it all collects into a basin where it is pumped into a big holding tank. All of our runoff water drains into a holding tank where it is skimmed. Next it goes through a coalescer and filter. Our discharge water is nothing more than water because anything that is light is removed and anything that is heavy settles out. Any detergents that stay in the effluent are released.
“I invited the DEQ in here to make recommendations and they couldn’t believe it--because I invited them. I want to be on their good side because at the end of my career, I don’t want to be told that we polluted the land and I owe somebody a million and a half dollars.”
After the cleaning process, the parts are sent to a magnafluxing station with a black-light tent. PER uses ultraviolet light and a dye penetrant to discover any structural flaws. Problematic parts are either repaired or replaced.
|


 Hot tanking tags
Hot tanking tags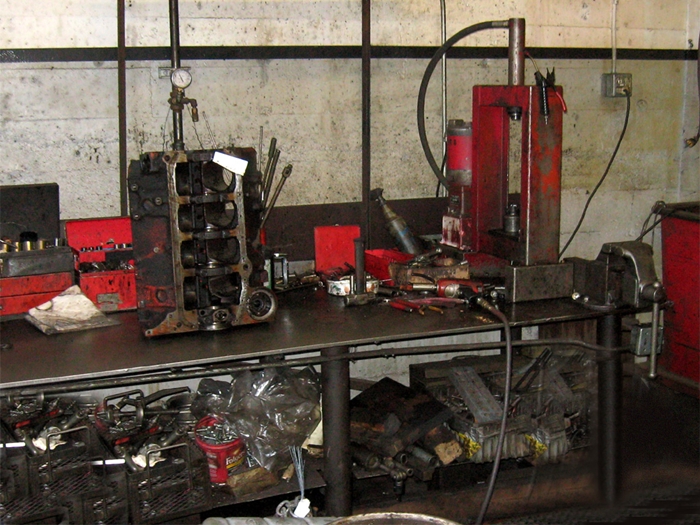 Dismantling table
Dismantling table The Dungeon
The Dungeon